| LUBLIGHT MANUAL |
■■■■■ CONTENTS■■■■■
| Ⅰ | CONTROL OF DROWING LUBLICANT | A) In case of replacement |
| B) Supply of LUBLIGHT | ||
| C) Supply of water when the oil percentage increases | ||
| D) Cautions | ||
| Ⅱ | OIL PERCENTAGE OF LUBLIGHT | Refractive index method |
| Ⅲ | DETERIORATED MATERIALS IN LUBLIGHT | |
| Ⅳ | MEASUREMENT OF COPPER ION | |
| Ⅴ | EXCHANGE OF LUBLIGHT | |
| A) Water contents | ||
| B) Bubbling of LUBLIGHT | ||
| C) Temperature of LUBLIGHT | ||
| D) pH and LUBLIGHT | ||
| E) Changing from fixed density control to actual density control | ||
| 〔 P R E F A C E 〕 |
The proper selection and control of lubricant are very important to manufacture better wires.
Though its control is very difficult, complete control is important in order to grasp the processing conditions and to avoid accidents during the wire manufacturing.
The major components of lubricant are fats and / or oils (including synthetic oils) and additives with high lubricity.
LUBLIGHT is emulsion-type or water soluble-type lubricant by adding an emulsifier.
Generally, the stability of lubes is lowered with time due to the heat generated during wire processing and the inclusion of air during circulation. Insufficient control of lubricant often causes unexpected troubles.
This booklet covers CONTROL and MEASURMENT of oil concentration, and MEASURMENT of deteriorated materials and copper ion to judge whether the lubricant is or not, and also explains about bubbling, temperature rise and filtration of copper dust.
We hope that these instructions in this booklet will hope you to use LUBLIGHT under best conditions, and then to promote the quality improvement and cost depreciation of wire products.
| C O N T R O L M E T H O D S |
Ⅰ: CONTROL OF DROWING LUBLICANT
Select the proper LUBLIGHT according to the diameter of wire as LUBLIGHT number and the oil concentration(%) depend on the wire processing conditions. Determine the required amounts of LUBLIGHT, W1, and diluting-water, Ww for the preparation of the practically used-solution, Ws, in accordance with the dilution magnification shown in the catalogue. P1(%) is obtained from our experiments and experiences but it varies a little according to the type of die or the processing conditions. Therefore, P1 should be corrected adequately.
A) In case of replacement
* necessary W1 of undiluted lube (kg) = Ws(kg)×Ps(%)/P1(%)
Where P1 is the oil percentage of LUBLIGHT, Ps is the standard utility concentration.
(ex) To prepare 3000kg of 5% oil percentage of #2000-W(50% : AI)
① W1= 3,000 kg×5 (%) / 50 (%) = 300 kg
② Ww = 3000 - 300 = 2,700 kg
300kg of #2000-W(50%) and 2700kg of diluting water are required.
Another equation is also available, which is based on the dilution ratio.
① P1(%) / Ps(%) = Dilution ratio(magnification), n
② W1(kg) = Ws(kg) / n
③ Ww(kg) = WS(kg) - W1(kg)
(ex) In above example
① n = 50 (%) / 5 (%) = 10
② W1 = 3,000 kg / 10 = 300
③ W1 = 3,000 kg - 300 kg = 2,700 kg
Generally, since the active components of LUBLIGHT adsorb preferentially on the wire surface, they are consumed as the quantity of wire production increases.
Their consumption per 1 ton copper wire may correspond to 1~1.5kg of LUBLIGHT for the wire of 2.6 mm in diameter. And the consumption changes with the diameter of wire.
On the other hand, water evaporates more as the temperature rises. So, the actual oil percentage in use should be measured accurately by the method described later.
B) Supply of LUBLIGHT
When the oil percentage becomes lower, supply LUBLIGHT.
Amount of LUBLIGHT to be supplied
= W s (k g) ×【〔P s (%) - P m (%)〕/ 〔P 1 (%) - P s (%)〕】
Where Pm is the measured oil percentage(%).
(ex) How much the undiluted #2000-W(50%:AI)should be supplied when decreased from 4% to 3.2%.
The total amount of solution, Ws, is 10 ton( = 10,000Kg).
10,000 kg×【〔4(%) - 3.2(%)〕/〔50(%) - 4(%)〕】= 173.9 kg
W s = 10,000 + 173.9 = 10,173.9 kg
Amount of water to be supplied
= W s (kg) ×【〔P m (%) - P S (%)〕/ P s (%)】
(ex) How much water should be supplied when Ps increased from 4% to 4.6%
10,000 Kg ×【〔4.6(%) - 4(%)〕/ 4(%)】= 1,500 Kg
The total amount of solution
Ws = 10,000 + 1500 = 11,500 Kg
D) Cautions
When the hardness of diluting water is too high or its pH is too low, the emulsion becomes unstable, and sludge and scum is often formed.
Especially when the underground water is used, be careful of its hardness and pH.
Also, the emulsion becomes unstable when there is a large difference between the temperatures of LUBLIGHT and diluting water.
(the above-mentioned phenomena are called as “SOLVENT SHOCK”)
Ⅱ:OIL PERCENTAGE OF LUBLIGHT
In many cases, accidents are caused by the improper selection of the lube and/or the improper oil percentage. The proper selection of the lube and the proper oil percentage are the first step to prevent accidents and at the same time, to extend the life of the lube and the dies.
The oil percentage should be measured correctly to check whether the lube is kept under the best condition. The deterioration of lube can be checked from the measurement of oil percentage.
Refractive index method and acid decomposition method are available here.
Refractive index method
This method is an application of phenomenon in which the refractive index varies according to the change of the oil percentage, which can be read directly from the scale. The measurement is made by a simple refractometer called sugar meter (Sold JAPAN LUBLIGHT LTD.).
 |
 |
| 〔Hand refractometer〕 | 〔Digital refractometer〕 |
Ⅲ: DETERIORATED MATERIALS IN LUBLIGHT
Under severe operating conditions, LUBLIGHT will deteriorate by oxidation or polymerization. As a result, the dies may wear rapidly, and such troubles as defective wires, changes of color may be caused.
Accordingly, it is required to check the aging of LUBLIGHT at regular intervals.
Solvent extraction method
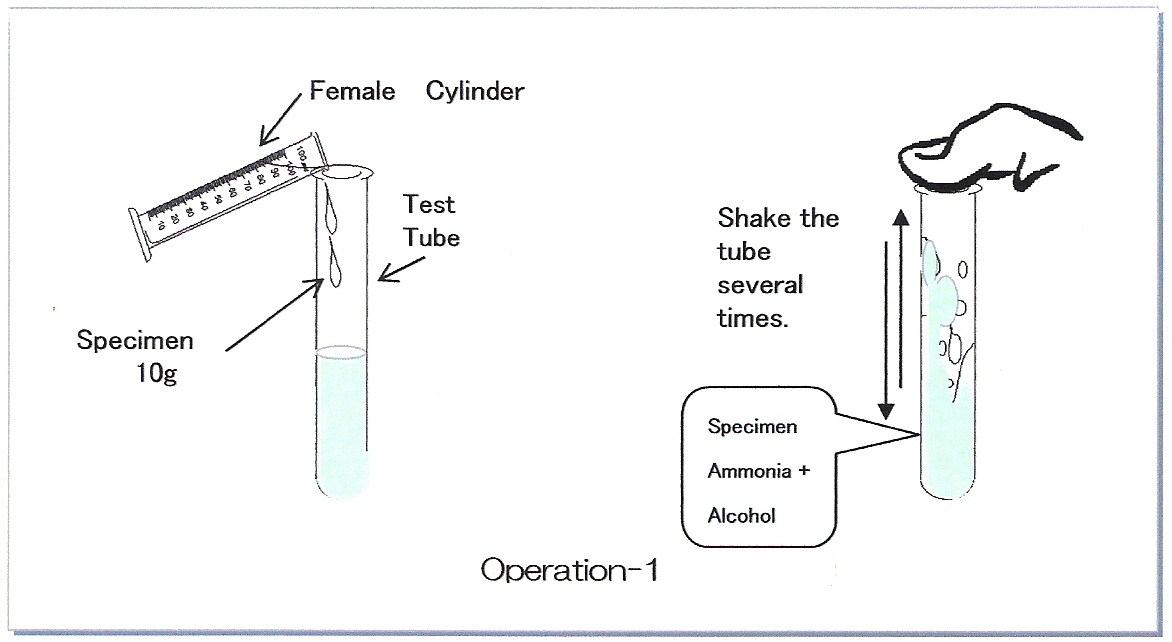
The copper ion chelatometric method described later is applied to this operation procedures. Measure 10.0g of LUBLIGHT accurately and pour it
in the 18×180mm test tube. Add 7ml ethanol and 2~3 drops of conc-ammonia water.
Put a stopper on the tube and shake it several time.
At this time, as the inner pressure increases, reduce it to normal pressure gradually.
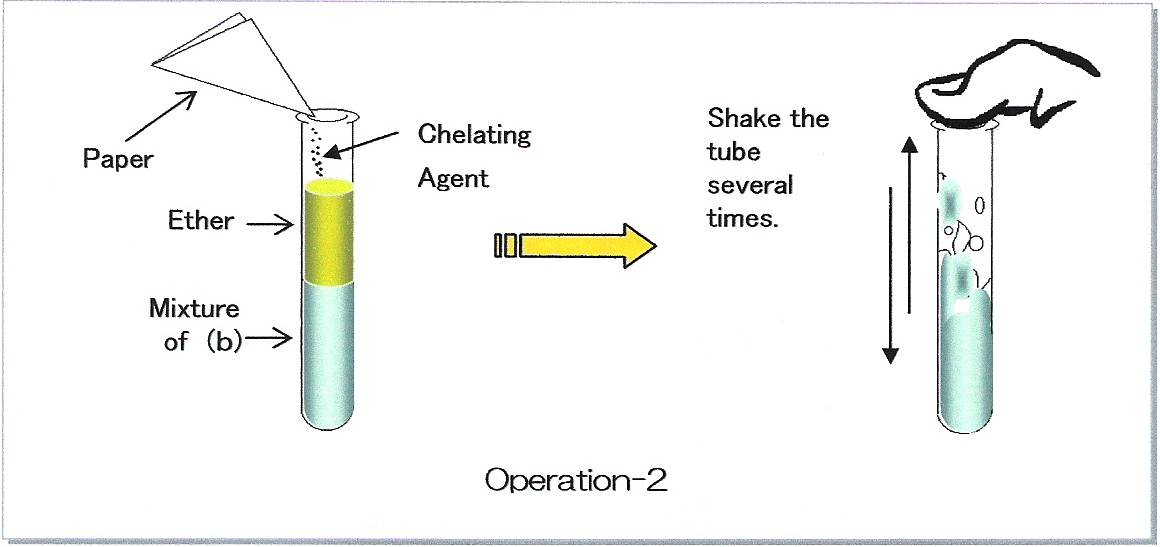
And then add 10 ml ethylether and shake the tube several times. Put the stopper on the tube and leave it for about 2 hours.
Measure the thickness of the middle layer and judge the degree of the deterioration and the color of the upper and lower layers.
When the thickness of the middle layer of the deteriorated materials exceeds 2 , and that the color of the upper and lower layers is brownish, judge the limit of the deterioration.
Refer to the figures and the explanation in the operation procedures of (Ⅳ)
measurement of copper ion.
Ⅳ: MEASUREREMENT OF COPPER ION
LUBLIGHT is composed of oils and surface-active agent.
The anionic surface-active agent reacts with copper to produce copper soap unsoluble in water and copper hydroxide.
These products promote the deterioration of LUBLIGHT and lower its lubricity and cause the change of color of wire. So, it is required to check the copper ion.
The products can be estimated from the amount of ionized.
The degree of deterioration can be estimated indirectly by measuring the amount of copper ion.
The amount of copper ion is measured by chelatometric analysis or atomic absorption analysis, however these are not popular among drawing manufacturers. Here, we explain the chelatometric method developed by JAPAN LUBLIGHT LTD.
Chelatometric method
The procedure overlaps partially that of the measurement of deteriorated materials.
|
・18×180 mm test tube ・ Measuring cylinder (10 ml) ・ Cork stopper ・98% Ethylalcohol…7 ml ・ 98% Ethylether…10 ml ・Chelating agent...about 0.1g ・ Conc‐Ammonia water(35%)..a little |
〔Operating procedures〕
Measure 10.0 g of test sample accurately and pour it in 18×180 mm test tube(a).
Add 7 ml of ethylalcohol and 2~3 drops of conc-ammonia water (b).
Shake the tube several times(c), while closing the tube with a finger and releasing vapor in the tube gradually.
Add 10ml of ethylether and 0.1g of chelating agent in the test tube (d) and shake the tube several times(e). When the layer separation and the dark green sludge becomes to appear, stop the with a cork and leave it at room temperature for 2 hours.
When the dark green middle-layer is clear, measure it’s thick-ness by a scale and convert its value to the amount of copper ion.
When the dark green middle layer is not clear, add ethylalcohol and shake the tube. Still the layer is not clear, add, ethyl alcohol and shake the tube. Still the layer is not clear, repeat the operation from the beginning.
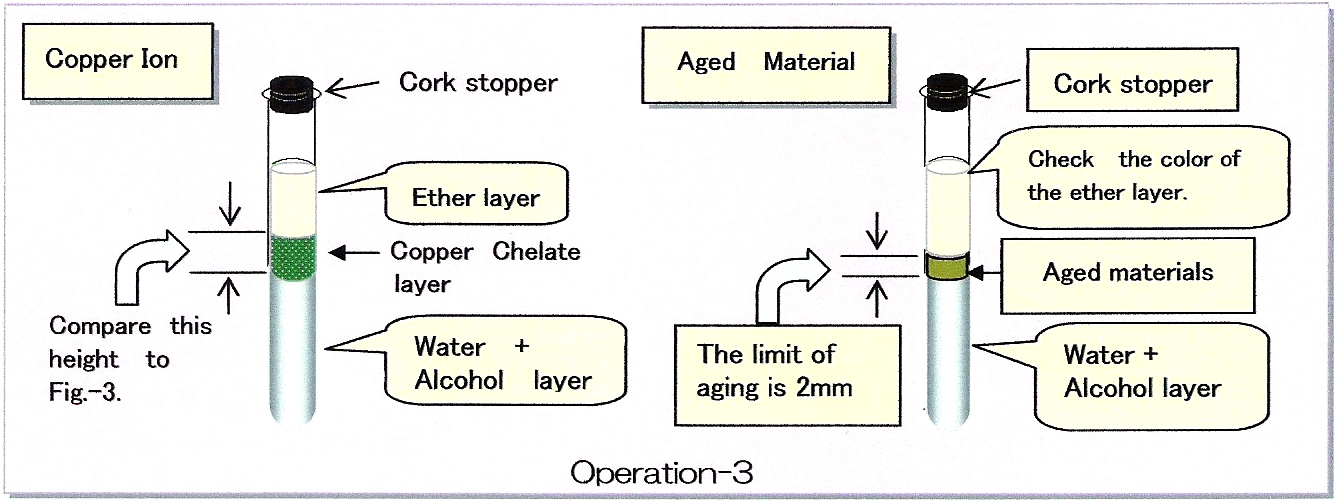
Measure the thickness of middle layer of sludge and determine the amount of copper ion from Fig -3.
This method of corresponds to the atomic absorption method and the acuracy is ± 100ppm. The limit amount of copper ion is 1000 ppm.
Fig-3
Ⅴ: EXCHNGE OF LUBLIGHT
The lubricity of LUBLIGHT is lowered due to the change in the composition by the preferential adherence of the effective components to the wire, the increase of oxidation-products (deteriorated materials) by heat and air, and the increase of products by the reaction with copper.
When LUBLIGHT lubricity is not recovered even if new LUBLIGHT is an accurate estimation of the exchange time. It is very important to change LUBLIGHT before a trouble.
As you can see in each item, we set the limit values based on our experiments and experiences over a long time (on the assumption that the oil percentage is proper).
|
Copper ion : 1000 ppm or over ⇒ solvent extraction chelat method Deteriorated materials : 2mm/% or over ⇒ solvent extraction method pH : 7.8 or under ⇒ pH meter |
◇These values very little according to the wire making machine.
| 〔 CAUTIONS 〕 |
Quality of water for using wire drawing is one of the most careful factors for lubrication and cleansing efficiency.
The appropriate figures as follows:
|
On the other hand, water treated with ion-exchange resin has problems or bacterias. Therefor, counter-measures for the problems are required in case of unavoidably using from local reasons.
〔B〕Bubbling of LUBLIGHT
There is a strong relation between the bubbling and the lubricity.
The surface activity of LUBLIGHT which formed stable and strong film is one of the most important performances of wire drawing lube.
But this film forms bubbles as a hindrance to wire drawing.
The good lubricant is required, which does not lower the lubricity and does not form bubbles.
However, the defoaming ability of the lube exceeds its limit when lubricant is not circulated well and when the capstan of wire drawing making machine is immersed in the lubricant.
This is seen remarkably at the time of the exchange of lube. The following three methods are available to prevent accidents due to bubbling at the time of replacement.
① In case of the exchange with mew LUBLIGHT, supply a half or two~third of the required amount of solution for a week and supply to the necessary amount while checking the state of bubbling.
② Add the used lube by about 10% of the amount of solution.
Try this method because the used lube is effective in defoaming.
However, apply the used lube which does not include deteriorated materials and copper dust.
③ When the cause of bubbling is unknown, add a proper amount of antifoaming agent .
〔C〕Temperature of LUBLIGHT
The temperature control is important to deep the emulsion stable.
Temperature should be kept at 30 to 40℃. When the temperature rises remarkably, increase the tank capacity as well as the amount of solution or use the heat exchanger to prevent the rise of temperature.
Keep the temperature of lube between 20 to 50℃.
〔D〕pH and LUBLIGHT
LUBLIGHT is adjusted to be pH 9 or over to prevent the oxidation of copper surface. When LUBLIGHT is aged, pH lowers and the finish of the wire surface is influenced by.
When pH becomes below 8, the following treatment immediately. Add the lube or control agent to adjust keep pH and to recover the gloss of the wire surface. However, when the lube is used for a long time, the lubricity can not be recovered with the adjustment of pH.
In this case, exchange the whole lube.
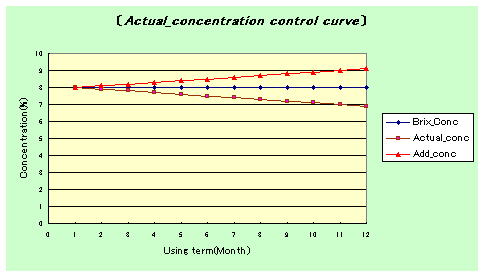
〔E〕Changing from fixed density control method to actual density control method
Generally, density control of drawing wire liquid is to keep required figures, but actual density goes down drawing using.
Density by a clause of density measuring methods, contains oil element, copper ions and aged materials totally. Actual truthful density is the figure reduced these contents. This measuring method, [By handling way of solvent extraction of aged materials and copper ions] filtrate the extractions, and dry out remaining liquid’s solvent element and then to measure final remains weight and count the figures.
| 〔SUPPLEMENT〕 |
Before exchanging with new lube, the tank should be washed sufficiently.
A few cases have been reported that the exchange with new lube had no effect cue to the insufficient cleaning of tank.
Use LUBLIGHT #105-S to clean a tank completely. A remarkable effect can be excepted by removing solid sludges and sludges adhering to the pipe.
| 〔CONCLUSION〕 |
Please contact with our company for detail.